é„äė▌S▌S╝ė╣ż╣ż╦ćęÄ│╠Ą─įOėŗ
- ╬─╝■ĮķĮBŻ║
- įō╬─╝■×ķ doc Ė±╩ĮŻ©į┤╬─╝■┐╔ŠÄ▌ŗŻ®Ż¼Ž┬▌dąĶę¬
20 ĘeĘų
-
- Ū░ čį
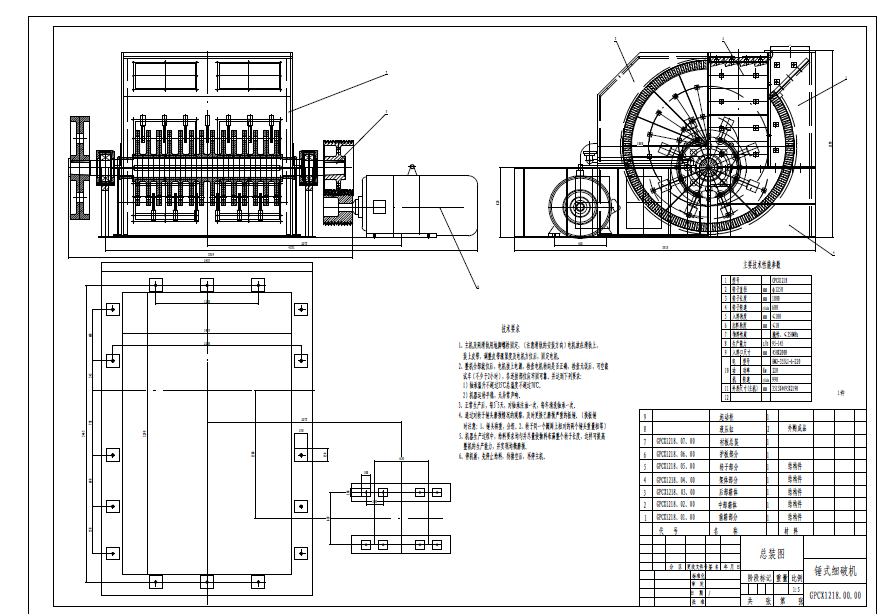
ÖCąĄ╝ė╣ż╣ż╦ćęÄ│╠Ż¼╩ŪęÄČ©┴Ń╝■ÖCąĄ╝ė╣ż╣ż╦ć▀^│╠║═▓┘ū„ĘĮĘ©Ą─ųžę¬╣ż╦ć╬─╝■ĪŻ╦³▓╗āH╩ŪŲ¾śI╔·«aųąųžę¬Ą─╝╝ąg╬─╝■Ż¼ę▓╩ŪÖCąĄųŲįņ▀^│╠ųąė├ė┌ųĖī¦╔·«aĪóĮM┐Ś╝ė╣ż║═╣▄└Ē╣żū„Ą─╗∙▒Šę└ō■Ż¼▀Ć╩Ūą┬Į©║═Ė─Į©╣żÅS╗“▄ćķgĄ─╗∙▒Š┘Y┴ŽĪŻ
▒Š┤╬šn│╠įOėŗ╩Ūį┌īW┴Ģ┴╦ÖCąĄųŲįņ╝╝ągšn│╠ų«║¾Ż¼╬ęéāŠC║Ž╦∙īWĄ─╗∙ĄA║═īŻśIų¬ūRŻ¼į┌└ŽÄ¤Ą─ųĖī¦Ž┬▀MąąŽĄĮyĪó╚½├µĄ─ę╗┤╬ŠC║Žąį╔·«aīŹ█`Ą─Öz“×ĪŻ
šn│╠įOėŗšf├„Ģ°Ė┼└©ąįĄ─ĮķĮB┴╦įOėŗ▀^│╠Ż¼,ī”įOėŗųąĖ„▓┐Ęųā╚╚▌ū„┴╦ųž³cĄ─šf├„ĪóĘų╬÷ĪóšōūC║═▒žę¬Ą─ėŗ╦ŃŻ¼ŽĄĮyąįš¹└ĒĪó▒Ē▀_┴╦į┌ÖCąĄ╝ė╣ż╣ż╦ćįOėŗ▀^│╠ųą╔µ╝░ĄĮĄ─īŻśIų¬ūR║═╗∙▒Šę¬Ū¾Ż¼ėąŚl└ĒĄ─▒Ē▀_┴╦ūį╝║ī”╣ż╦ćęÄ│╠ū„ė├Ą─¬ÜĄĮęŖĮŌĪŻ
é„äė▌SĄ─ū„ė├╩Ūé„▀f┼żŠžĪŻ▒Š┤╬įOėŗųąŻ¼ė╔ė┌╔·«aĮø“×║═īŻśIų¬ūRėąŽ▐Ż¼įOėŗųąę╗Č©┤µį┌▌^ČÓĄ─╚▒³c║═Õeš`Ż¼æ®šł└ŽÄ¤┼·įuųĖš²ĪŻ
2.╔·«aŠVŅI╝░ŅÉą═
įō┴Ń╝■×ķå╬╝■ąĪ┼·┴┐╔·«a
3Ż«╣ż╦ćęÄ│╠įOėŗ
3Ż«1┴Ń╝■Ęų╬÷
é„äė▌S┼cÖCśŗųąĄ─Ųõ╦¹┴Ń╝■═©▀^ķgŽČ┼õ║ŽŽÓĮY║ŽŻ¼Š▀ėąé„▀f┴”ŠžŻ¼▐DŠž║═┼żŠžĄ╚ū„ė├ĪŻįō┴Ń╝■×ķ┼_ļAŅÉ┴Ń╝■Ż¼ą╬ĀŅī”ĘQŻ¼│▀┤ńŠ½Č╚Ż¼ą╬╬╗Š½Č╚ę¬Ū¾Š∙▌^Ė▀ĪŻ”Ą35Ż¼”š46Ż¼”š35 ×ķų„ę¬┼õ║Ž├µŻ¼Š½Č╚Š∙ę¬Ū¾▌^Ė▀Ż¼ąĶ═©▀^─źŽ„Ą├ĄĮĪŻ”š30Ż¼”š46ā╔▒Ē├µī”ā╔éĆ”š35▌SŠĆĄ─łA╠°äėš`▓Ņ0.0025mmŻ¼ī””š35Ż©╔ŽŽ┬Ų½▓ŅĘųäe×ķ-0.009,-0.025Ż®ėąłAų∙Č╚ę¬Ū¾ĪŻė╔ė┌┴Ń╝■æę╔ņķLŻ¼ę“┤╦äéąį▌^▓ŅŻ¼į┌▄ć╣ż╝■Ģræ¬│õĘųūóęŌ▀@ę╗³cĪŻ
3Ż«2├½┼„▀xō±
├½┼„▓─┴Ž×ķ20CrMnTi║ŽĮØB╠╝õōŻ¼ę¬Ū¾ÅŖČ╚▌^Ė▀Ż¼Ūę╣ż╝■Ą─ą╬ĀŅ▒╚▌^║åå╬Ż¼├½┼„Š½Č╚Ą═Ż¼╝ė╣żėÓ┴┐┤¾Ż¼╔·«aŅÉą═×ķå╬╝■ąĪ┼·┴┐╔·«aĪŻŠC╔Ž┐╝æ]Ż¼▓╔ė├Õæ╝■Ż¼ŲõÕæįņĘĮĘ©×ķūįė╔ÕæŻ¼├½┼„Ą─│▀┤ńŠ½Č╚ę¬Ū¾×ķIT12ęįŽ┬ĪŻ
3.3Č©╬╗╗∙£╩┤_Č©
Ė∙ō■┴Ń╝■łD╝ł╝░┴Ń╝■Ą─╩╣ė├ŪķørĘų╬÷Ż║
1.┤ų╗∙£╩Ą─▀xō±Ż║░┤šš┤ų╗∙£╩Ą─▀xō±įŁätŻ¼æ¬▀xō±┤╬ę¬╝ė╣ż▒Ē├µ×ķ┤ų╗∙£╩ĪŻėų┐╝æ]ĄĮ┼_ļA▌SĄ─╣ż╦ć╠ž³cŻ¼╦∙ęį▀xō±”š62Ą─═ŌłA×ķ╗∙£╩├µĪŻ
2.Š½╗∙£╩Ą─▀xō±Ż║░┤šš╗∙£╩ųž║ŽįŁät╝░╝ė╣żę¬Ū¾Ż¼æ¬▀x▌Są─ŠĆ×ķ╗∙£╩ĪŻ
3.4╣ż╦ć┬ĘŠĆ
Ž┬┴ŽĪ¬Ī¬ÕæįņĪ¬Ī¬ŅAéõ¤ß╠Ä└ĒŻ©─┐Ą─Ż║Ž¹│²ā╚æ¬┴”Ż¼Ė─╔ŲŪąŽ„╝ė╣żąįŻ®
╣żą“:▄ćČ╦├µĪ¬Ī¬┤ų▄ćĪ¬Ī¬š{┘|Ī¬Ī¬░ļŠ½▄ćĪ¬Ī¬Š½▄ćĪ¬Ī¬▄ćČ╦├µĪ¬Ī¬▄ć┬▌╝yĪ¬Ī¬ŃŖµI▓█Ī¬Ī¬┤Ń╗Ī¬Ī¬─ź═ŌłAĪ¬Ī¬Š½─źĪ¬Ī¬Öz“× ...
 ¤ßķTĻPµIį~Ż║
¤ßķTĻPµIį~Ż║


 įź╣½ŠW░▓éõ 41072402000322╠¢
įź╣½ŠW░▓éõ 41072402000322╠¢


