ø_ē║─ŻŠ▀įO(sh©©)ėŗ║═ųŲįņīŹ└²
- ╬─╝■ĮķĮBŻ║
- įō╬─╝■×ķ doc Ė±╩ĮŻ©į┤╬─╝■┐╔ŠÄ▌ŗŻ®Ż¼Ž┬▌dąĶę¬
20 ĘeĘų
-
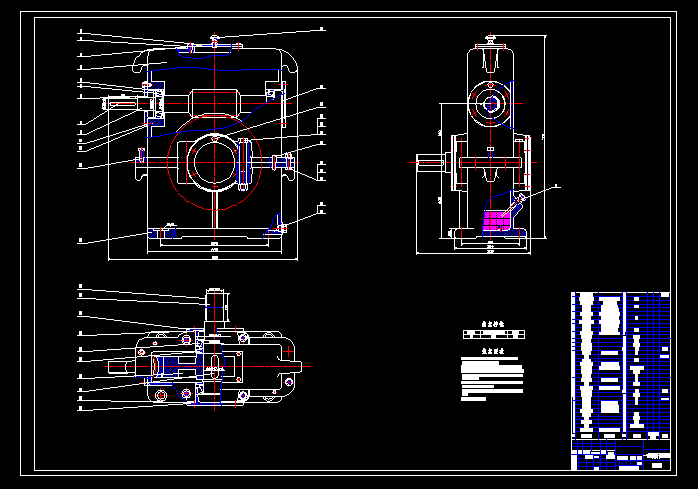
- └²Ż║łD1╦∙╩Šø_▓├╝■Ż¼▓─┴Ž×ķA3Ż¼║±Č╚×ķ2mmŻ¼┤¾┼·┴┐╔·«a(ch©Żn)ĪŻįćųŲČ©╣ż╝■ø_ē║╣ż╦ćęÄ(gu©®)│╠ĪóįO(sh©©)ėŗŲõ─ŻŠ▀ĪóŠÄųŲ─ŻŠ▀┴Ń╝■Ą─╝ė╣ż╣ż╦ćęÄ(gu©®)│╠ĪŻ
┴Ń╝■├¹ĘQŻ║ų╣äė╝■
╔·«a(ch©Żn)┼·┴┐Ż║┤¾┼·
▓─┴ŽŻ║A3
▓─┴Ž║±Č╚Ż║t=2mm
ę╗Īóø_ē║╣ż╦ć┼c─ŻŠ▀įO(sh©©)ėŗ
1.ø_ē║╝■╣ż╦ćĘų╬÷
ó┘▓─┴ŽŻ║įōø_▓├╝■Ą─▓─┴ŽA3õō╩ŪŲš═©╠╝╦žõōŻ¼Š▀ėą▌^║├Ą─┐╔ø_ē║ąį─▄ĪŻ
ó┌┴Ń╝■ĮY(ji©”)śŗ(g©░u)Ż║įōø_▓├╝■ĮY(ji©”)śŗ(g©░u)║åå╬Ż¼▓óį┌▐D(zhu©Żn)ĮŪėą╦─╠ÄR2łAĮŪŻ¼▒╚▌^▀m║Žø_▓├ĪŻ
ó█│▀┤ńŠ½Č╚Ż║┴Ń╝■łD╔Ž╦∙ėą╬┤ūó╣½▓ŅĄ─│▀┤ńŻ¼ī┘ūįė╔│▀┤ńŻ¼┐╔░┤IT14╝ē┤_Č©╣ż╝■│▀┤ńĄ─╣½▓ŅĪŻ┐ū▀ģŠÓ12mmĄ─╣½▓Ņ×ķ-0.11Ż¼ī┘11╝ēŠ½Č╚ĪŻ▓ķ╣½▓Ņ▒Ē┐╔Ą├Ė„│▀┤ń╣½▓Ņ×ķŻ║
┴Ń╝■═Ōą╬Ż║65 mm 24 mm 30 mm R30 mm R2 mm
┴Ń╝■ā╚(n©©i)ą╬Ż║10 mm
┐ūą─ŠÓŻ║37Ī└0.31mm
ĮY(ji©”)šōŻ║▀m║Žø_▓├ĪŻ
2.╣ż╦ćĘĮ░Ė╝░─ŻŠ▀ĮY(ji©”)śŗ(g©░u)ŅÉą═
įō┴Ń╝■░³└©┬õ┴ŽĪóø_┐ūā╔éĆ╣żą“Ż¼┐╔ęį▓╔ė├ęįŽ┬╚²ĘN╣ż╦ćĘĮ░ĖŻ║
ó┘Ž╚┬õ┴ŽŻ¼į┘ø_┐ūŻ¼▓╔ė├å╬╣żą“─Ż╔·«a(ch©Żn)ĪŻ
ó┌┬õ┴Ž-ø_┐ūÅ═(f©┤)║Žø_ē║Ż¼▓╔ė├Å═(f©┤)║Ž─Ż╔·«a(ch©Żn)ĪŻ
ó█ø_┐ū-┬õ┴Ž▀B└m(x©┤)ø_ē║Ż¼▓╔ė├╝ē▀M(j©¼n)─Ż╔·«a(ch©Żn)ĪŻ
ĘĮ░Ėó┘─ŻŠ▀ĮY(ji©”)śŗ(g©░u)║åå╬Ż¼Ą½ąĶę¬ā╔Ą└╣żą“Īóā╔╠ū─ŻŠ▀▓┼─▄═Ļ│╔┴Ń╝■Ą─╝ė╣żŻ¼╔·«a(ch©Żn)ą¦┬╩▌^Ą═Ż¼ļyęįØMūŃ┴Ń╝■┤¾┼·┴┐╔·«a(ch©Żn)Ą─ąĶŪ¾ĪŻė╔ė┌┴Ń╝■ĮY(ji©”)śŗ(g©░u)║åå╬Ż¼×ķ╠ßĖ▀╔·«a(ch©Żn)ą¦┬╩Ż¼ų„ę¬æ¬(y©®ng)▓╔ė├Å═(f©┤)║Žø_▓├╗“╝ē▀M(j©¼n)ø_▓├ĘĮ╩ĮĪŻė╔ė┌┐ū▀ģŠÓ│▀┤ń12 mmėą╣½▓Ņę¬Ū¾Ż¼×ķ┴╦Ė³║├Ąž▒ŻūC┤╦│▀┤ńŠ½Č╚Ż¼ūŅ║¾┤_Č© ė├Å═(f©┤)║Žø_▓├ĘĮ╩Į▀M(j©¼n)ąą╔·«a(ch©Żn)ĪŻ
╣ż╝■│▀┤ń┐╔ų¬Ż¼═╣░╝─Ż▒┌║±┤¾ė┌ūŅąĪ▒┌║±Ż¼×ķ▒Ńė┌▓┘ū„Ż¼╦∙ęįÅ═(f©┤)║Ž─ŻĮY(ji©”)śŗ(g©░u)▓╔ė├Ą╣čbÅ═(f©┤)║Ž─Ż╝░ÅŚąįąČ┴Ž║═Č©╬╗ßöČ©╬╗ĘĮ╩ĮĪŻ
3.┼┼śėįO(sh©©)ėŗ
▓ķĪČø_ē║─ŻŠ▀įO(sh©©)ėŗ┼cųŲįņĪĘ▒Ē2.5.2Ż¼┤_Č©┤Ņ▀ģųĄŻ║
ā╔╣ż╝■ķgĄ─┤Ņ▀ģŻ║a=2.2mm
╣ż╝■▀ģŠē┤Ņ▀ģŻ║a1=2.5mm
▓ĮŠÓ×ķŻ║32.2mm
Śl┴ŽīÆČ╚B=D+2a1
=65+2*2.5
=70 ...
 ¤ßķTĻP(gu©Īn)µIį~Ż║
¤ßķTĻP(gu©Īn)µIį~Ż║


 įź╣½ŠW(w©Żng)░▓éõ 41072402000322╠¢
įź╣½ŠW(w©Żng)░▓éõ 41072402000322╠¢

