100立方米液化石油氣儲(chǔ)罐 DN3000
- 文件介紹:
- 該文件為 dwg 格式(源文件可編輯),下載需要
20 積分
-
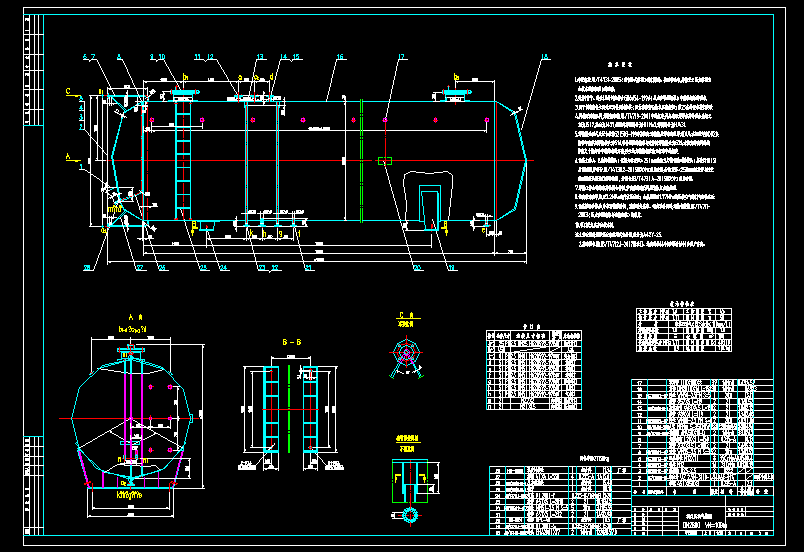
- 技術(shù)要求
1.本設(shè)備按GB150-1998《鋼制壓力容器》進(jìn)行制造,試驗(yàn)和驗(yàn)收,并接受國(guó)家質(zhì)量
技術(shù)監(jiān)督局頒布《壓力容器安全技術(shù)監(jiān)察規(guī)程》的監(jiān)督。
2.焊接采用電弧焊,焊條牌號(hào):不銹鋼之間采用A232,碳鋼之間用J422,不銹鋼
與碳鋼之間用A302,不銹鋼之間的焊絲采用HOCr20Ni10Ti,碳鋼之間的焊絲采用
H08A,焊接規(guī)程按JB/T4709-2000
3.焊接接頭形式及尺寸除圖中注明外,其余按HG20583-1998中規(guī)定,角焊縫的焊
腳高度按較薄板的厚度,法蘭的焊接按相應(yīng)法蘭標(biāo)準(zhǔn)中的規(guī)定。
4.容器上的受壓元件A、B類焊接接頭應(yīng)進(jìn)行X射線無損檢測(cè),檢測(cè)長(zhǎng)度不得少于各
條焊接接頭長(zhǎng)度的20%,且不小于250mm,射線檢測(cè)符合JB/T4730.2-2005AB級(jí)規(guī)定
,Ⅲ級(jí)為合格。
5.設(shè)備制造完畢后,設(shè)備內(nèi)以0,13MPa進(jìn)行水壓試驗(yàn),夾套內(nèi)以0.38MPa進(jìn)行水壓
試驗(yàn)。水壓試驗(yàn)用水的氯離子含量應(yīng)不大于25mg/L,試驗(yàn)合格后將水漬去除干凈。
6.所有可動(dòng)部件運(yùn)行必須靈活。
7.管口支座、氣缸方位見管口支座方位圖。
8.壓力容器涂敷與運(yùn)輸包裝按JB/T4711-2003規(guī)定執(zhí)行。 ...
 熱門關(guān)鍵詞:
熱門關(guān)鍵詞:


 豫公網(wǎng)安備 41072402000322號(hào)
豫公網(wǎng)安備 41072402000322號(hào)


