99久久影视-99久久影院-99久久在线-99久久这里只精品国产免费-99久久这里只精品麻豆
╩ūĒō
ÖCąĄłD╝ł
│╔╠ūłD╝ł
╝╝ąg╬─Ön
╬ęę¬╔Žé„
╦č╦„
Ė▀╝ē╦č╦„
┘Y┴Ž┐éöĄŻ║23475 Į±╚šĖ³ą┬Ż║0
¤ßķTĻPµIį~Ż║
╬╗ų├:
╩ūĒō
>
ÖCąĄłD╝ł
┤┼┴”Ė▀ē║Ė¬cadłD╝ł 0.01m3
╬─╝■┤¾ąĪ
Ż║ 2.23 MB
Ž┬▌d┤╬öĄ
Ż║
╬─╝■įu╝ē
Ż║
Ė³ą┬Ģrķg
Ż║2014-09-11
░l ▓╝ ╚╦
Ż║ kongbei
╬─╝■Ž┬▌dŻ║
╔Žé„Ą─╬─╝■▒╗Ž┬▌d┐╔½@Ą├ĘeĘųŻĪ
ĘeĘų┐╔Ž┬▌d┘Y┴Ž╗“š▀╠ß╚Ī╚╦├±Ä┼ŻĪ
Ctrl + d ┐╔īó▒ŠĒō├µ╝ė╚ļ╩š▓žŖA
╬─╝■ĮķĮBŻ║
įō╬─╝■×ķ dwg Ė±╩ĮŻ©į┤╬─╝■┐╔ŠÄ▌ŗŻ®Ż¼Ž┬▌dąĶę¬
20
ĘeĘų
1.▒ŠįOéõ░┤GB150-98ĪČõōųŲē║┴”╚▌Ų„ĪĘ║═HGJ-89ĪČõōųŲ╗»╣ż╚▌Ų„ųŲįņ╝╝ągę¬Ū¾ĪĘ▀MąąųŲįņŻ¼įć“×║═“×╩šŻ¼▓óĮė╩▄ć°╝ę╝╝ąg▒OČĮŠųŅC░lĄ─ĪČē║┴”╚▌Ų„░▓╚½╝╝ąg▒O▓ņęÄ│╠ĪĘĄ─▒OČĮĪŻ
2.═▓¾w▓╔ė├ļŖ╗Ī║ĖŻ¼║ĖŚlą═╠¢Ż║1Cr18Ni9TiķgA102Ż¼1Cr18Ni9Ti┼cQ235ķgA302Ż¼Q235ķgT422ĪŻ└õģs▒P╣▄ąĶ┤“Ų┬┐┌Ż¼▓ó▓╔ė├ÜÕ╗Ī║ĖŻ¼░┤║ĖĮėęÄ│╠JB/T4709-2000ĪŻ
3.║ĖĮėĮėŅ^ą═╩Į╝░│▀┤ń│²łDųąūó├„═ŌŻ¼░┤GB985-88ųąęÄČ©Ż¼ĮŪ║Ė┐pĄ─║ĖĮŪ│▀┤ń░┤▌^▒ĪĄ─║±Č╚Ż¼Ę©╠mĄ─║ĖĮė░┤ŽÓæ¬Ę©╠mś╦£╩Ą─ęÄČ©ĪŻ Įė╣▄Ę©╠m║ĖĮėŠ∙ę¬Ū¾ļp├µ║ĖĮė▓óØM║ĖĪŻ
4.╚▌Ų„╔ŽĄ─AŅÉĄ─BŅÉ║Ė┐pæ¬▀Mąą╔õŠĆ╠Įé¹Öz▓ķŻ¼╠Įé¹ķLČ╚×ķ├┐Śl║Ė┐pķLČ╚Ą─20%Ż¼Ūę▓╗ąĪė┌250mmŻ¼▓óĘ¹║ŽJB4730-94ęÄČ©ųąó¾╝ē×ķ║ŽĖ±ĪŻ
5.╣▐¾wā╚▓┐╦∙ėą▓┐╝■║ĖĮėę¬Ū¾ØM║ĖŻ¼▓╗Ą├ėą╚╬║╬╚▒Ž▌Ż¼║Ė┐p│╔ą╬ę¬║├Ż¼║Ė║¾ę¬┤“─źŻ¼▓óę¬╦ߎ┤Ōg╗»╠Ä└ĒŻ¼╦ߎ┤Ōg╗»Ą─Ōg╗»─żė├╦{³cĘ©Öz▓ķ¤o╦{³c×ķ║ŽĖ±ĪŻ╣▐¾wā╚▓┐╦∙ėą▓┐╝■Æü╣Ōæ¬▀_ĄĮR0.8ĪŻ
6.įOéõųŲū„═Ļ«ģ║¾Ż¼═▓¾węį0.28MPa▒Ēē║▀Mąą╦«ē║įć“ׯ¼└õģs▒P╣▄ęį0.6MPa▒Ēē║▀Mąą╦«ē║įć“×ĪŻ
7.įOéõĮMčb║¾Ż¼į┌öć░Ķ▌S╔ŽČ╦├▄ĘŌ╠Ä£yČ©▌SĄ─ÅĮŽ“ö[äė┴┐▓╗┤¾ė┌0.3mmŻ¼öć░Ķ▌S▌SŽ“┤«äė┴┐į╩▓ŅĪ└0.2mmŻ¼öć░Ķ▌SŽ┬Č╦ö[äė┴┐▓╗┤¾ė┌1.0mmĪŻ
8.įOéõųŲū„═Ļ«ģ║¾Ż¼ęį╦«┤·┴ŽŻ¼ć└Į¹┐š▐DŻ¼▓ó╩╣įOéõā╚▀_ĄĮ╣żū„ē║┴”▀Mąąįć▀\▐DŻ¼Ģrķg▓╗╔┘ė┌4ąĪĢrŻ¼▓╗Ą├ėą▓╗š²│Żįļ┬Ģ║═šäė¼FŽ¾ĪŻ
9.öć░Ķ▌Są²▐DĘĮŽ“║═łD╩ŠŽÓĘ¹Ż¼▓╗Ą├Ę┤▐DĪŻ
10.╣▄┐┌╝░ų¦ū∙ĘĮ╬╗ęŖ▒ŠłDĪŻ
11.╣▐¾w═Ō▓┐╝ė╣╠▓█õōė╔žSįŁ╝»łF╣ż│╠▓┐žōž¤▀MąąĪŻ ...
╬─Ön┴¶čį
╣▓ėą
Ślįušō
“×ūC┤a:
┐┤▓╗ŪÕ│■,ōQę╗éĆ
Ė³ČÓ..
Ž┬▌d┼┼ąą
1
WY22┬─Ħ╩Į═┌Š“ÖC╚½╠ūłD╝ł
2
╗Ņąį╠┐╬³ĖĮŽõ
3
3╝ēę║ē║Ėūčb┼õłD╚½╠ūłD╝ł
4
35-50▒╝ę░═Ž└ŁÖCš²╩Į«aŲĘłD
5
4-72’LÖCŽĄ┴ąłD╝ł║═ģóöĄ
6
Ė▀Ņlš±äė├ō╦«║YĪĪ╚½╠ū CAD ĪĪłD╝ł.
7
ŠWĦ▌ö╦═ÖCš¹╠ūłD╝łūį╝║š¹└Ē
8
HP70707Ė▀ē║╝ė¤ßŲ„┐éčbłD
9
QTZ63╦■Ą§╗∙ĄAįOėŗ╩®╣żłDcadįOėŗłD
10
ļp╬³ļxą─▒├KQSN350-M9-433cadłD╝łd
Ė³ČÓ..
ūŅą┬╬─Ön
1
Ė▀Ą═ē║┼õļŖŽĄĮyłD
2
Ž┤░ÕÖC
3
ą²’L│²ēm
4
äėæB▀xĘ█ÖC
5
22224ŽĄ┴ąŲżÄ¦ÖCØL═▓
6
0.8t-hø_╠ņĀtŻ©Č■┼┼┤¾ķgŠÓ╗ŅäėĀtĖū
7
0.75-4揥ūū∙CADłD╝ł
8
00£p╦┘ÖC┐éčbłDCADłD╝ł
9
0.75-4揥ūū∙CADłD╝ł
10
(└õä®╬³╚ļ╣▐)CADłD╝ł
¤ßķT╬─Ön
1
╗Ņąį╠┐╬³ĖĮŽõ
2
╗ņ║ŽÖC╚½╠ūłD╝ł
3
ņF┼┌╩®╣żłD
4
12#╦╔╩¾å╬╣▄CADłD-1.dwg
5
WY22┬─Ħ╩Į═┌Š“ÖC╚½╠ūłD╝ł
6
ŠWĦ▌ö╦═ÖCš¹╠ūłD╝łūį╝║š¹└Ē
7
šµ┐š░³čbÖCąĄ╚½╠ūłD╝ł
8
ļpō¶łAų∙²X▌å£p╦┘Ų„čb┼õłD╝łA0CADłD
9
Č■╝ēłAų∙ą▒²X▌å£p╦┘Ų„čb┼õłD╝łA1ca
10
LSS200¤o▌S┬▌ą²
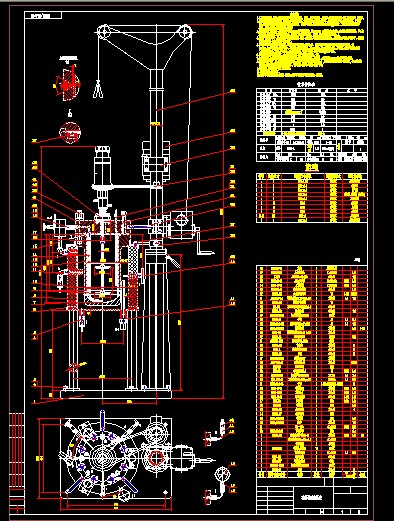
┤┼┴”Ė▀ē║Ė¬cadłD╝ł 0.01m3_Ž┬▌d(dwgĖ±╩Į) ÖCąĄłD╝ł
ĻPė┌╬ęéā
|
ŠWšŠī¦║Į
|
│ŻęŖå¢Ņ}&Ä═ų·
|
├Ōž¤┬Ģ├„
|
═ČįV&Į©ūh
|
┬ōŽĄ╬ęéā
|
SiteMap
|
CopyRight 2014-2023 Š┼É█łD╝ł |
įźICPéõ2022026883╠¢-1
įź╣½ŠW░▓éõ 41072402000322╠¢
ų„šŠų®ųļ│ž─Ż░ÕŻ║
亚洲国产综合久久精品
|
密臀a
|
欧美日韩中文国产一区
|
欧美最黄视频
|
成人的天堂视频一区二区三区
|
91麻豆视频在线观看
|
日本一级特黄aa毛片免费观看
|
爱爱男女在线观看视频高清
|
久久精品一区二区三区不卡
|
国产色网址
|
国产欧美日韩不卡
|
亚洲精品乱码久久久久久
|
欧美一级成人影院免费的
|
手机看片自拍自自拍日韩免费
|
成人在线免费观看网站
|
成人在线观看网站
|
亚洲经典激情春色另类
|
河南毛片
|
色偷偷女男人的天堂亚洲网
|
欧美一级视频
|
无遮挡一级毛片呦女视频
|
日韩精品久久不卡中文字幕
|
中文字幕欧美日韩在线不卡
|
国产私拍视频
|
成人午夜视频在线观
|
日韩电影免费在线观看中文字幕
|
成人影院午夜久久影院
|
国产综合日韩伦理
|
非洲特黄一级毛片高清视频
|
欧美成人亚洲国产精品
|
久久久久美女
|
成人性一级视频在线观看
|
精品日本一区二区
|
成人特黄午夜性a一级毛片 成人爱av18丰满
|
91高清免费国产自产拍2021
|
99久久爱re热6在播放
|
久久香蕉国产线看观看99
|
91精品综合国产在线观看
|
欧美日韩国产最新一区二区
|
福利片成人午夜在线
|
无遮挡1000部拍拍拍免费
|
 ¤ßķTĻPµIį~Ż║
¤ßķTĻPµIį~Ż║


 įź╣½ŠW░▓éõ 41072402000322╠¢
įź╣½ŠW░▓éõ 41072402000322╠¢


